Injection Molding
Medical & Pharma Injection Molding
Medical Device Contract Manufacturing Guide
Military & Defense Molding
Custom Injection Molding
Insert Molding
Overmolding
Tool Transfer
Injection Molding Buyer's Guide
Capabilities
Engineering
Guide to DFM
3D Printing
Tooling
Kitting & Value Add
Plastic Part Decoration
Quick Response Manufacturing
Automated Injection Molding
Production Machining
Quality
About Us
Our History
Contact Us
(717) 235-3844
Careers
Injection Molding
Medical & Pharma Injection Molding
Medical Device Contract Manufacturing Guide
Military & Defense Molding
Custom Injection Molding
Insert Molding
Overmolding
Tool Transfer
Injection Molding Buyer's Guide
Capabilities
Engineering
Guide to DFM
3D Printing
Tooling
Kitting & Value Add
Plastic Part Decoration
Quick Response Manufacturing
Automated Injection Molding
Production Machining
Quality
About Us
Our History
Contact Us
(717) 235-3844
Careers
Search for:
Custom injection molding tools and tips blog
The Impact of Injection Mold Classification on Cost
Jul 13, 2022
When evaluating an injection molding project estimate, the injection mold classification makes a difference.
Read More
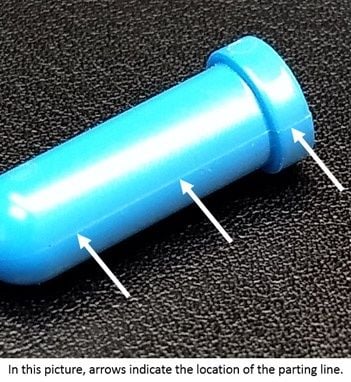
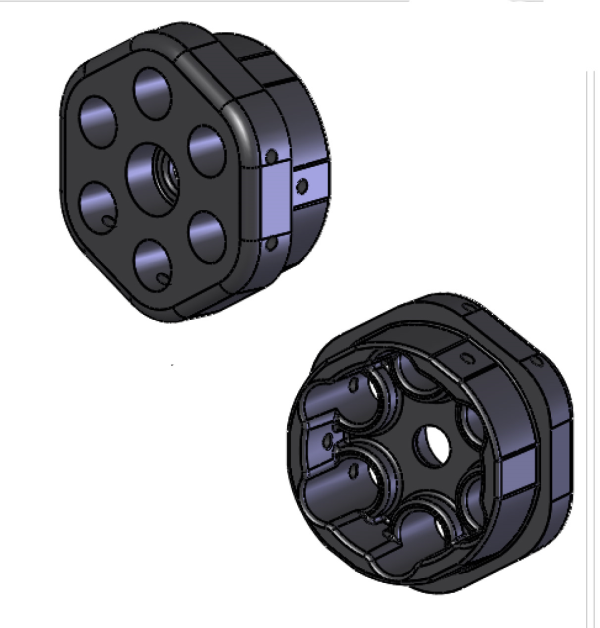
What are Parting Lines and Weld Lines in Plastic Injection Molding
Dec 14, 2017
(Updated May 2019) Parting lines and weld lines are important subjects for product designers and mold designers. An awareness of..
Read More
Advantages of CAE/CAM for Plastic Injection Molding
Jan 08, 2014
CAE/CAM is a term that means computer-aided engineering/computer-aided manufacturing. CAE/CAM is an advanced computer system and..
Read More
All posts
Subscribe Here!
Posts by Tag
custom injection molding
(50)
plastic injection molding
(43)
injection molding
(23)
injection mold building
(22)
Crescent Injection Molding
(18)
custom plastic injection molding
(17)
injection molded tooling
(15)
medical device contract manufacturing
(13)
medical device molding
(13)
contract manufacturing
(10)
design for manufacturability injection molding
(10)
medical injection molding
(9)
medical manufacturing
(8)
purchasing injection molds
(7)
injection molding post processing
(6)
Quality
(5)
clean room injection molding
(5)
custom plastic part design
(5)
3D Printing
(3)
Product Launches
(3)
Tooling Capabilities
(3)
engineering services for injection molding
(3)
plastic parts
(3)
product packaging
(3)
thermoplastic
(3)
Additive Manufacturing
(2)
Crescent’s
(2)
Internet of Things
(2)
cost of injection molding
(2)
horizontal injection molding
(2)
insert molding
(2)
packaging
(2)
quick response manufacturing
(2)
vertical injection molding
(2)
Case Studies
(1)
Cavitation
(1)
Geometric Dimensioning and Tolerancing
(1)
Production Machining
(1)
Shrink and Warp
(1)
Supplier
(1)
Tool Transfers
(1)
Video
(1)
automation
(1)
cleanroom
(1)
platic injection molding
(1)
plostic parts
(1)
scientific injection molding
(1)
supply chain for resins
(1)
See all